兰州零件卧式加工中心
卧式加工中心的操作注意事项——在操作过程中,应严格遵守安全操作规程,防止发生安全事故。在加工过程中,应注意观察刀具的切削状态,如有异常应立即停止加工。在更换刀具时,应注意刀具的长度和直径是否符合加工要求,避免发生刀具碰撞或损坏的现象。在加工过程中,应注意保持机床的清洁和润滑,避免因润滑不足而发生机床故障。在加工过程中,应注意保持工件和夹具的清洁和稳定,避免因工件松动而影响加工质量。在加工过程中,应注意保持切削液的充足和清洁,避免因切削液不足或污染而影响加工效果。在加工过程中,应注意保持数控系统的正常运行,避免因数控系统故障而影响加工进度。在加工过程中,应注意保持机床的正常运行,避免因机床故障而影响生产进度。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。兰州零件卧式加工中心
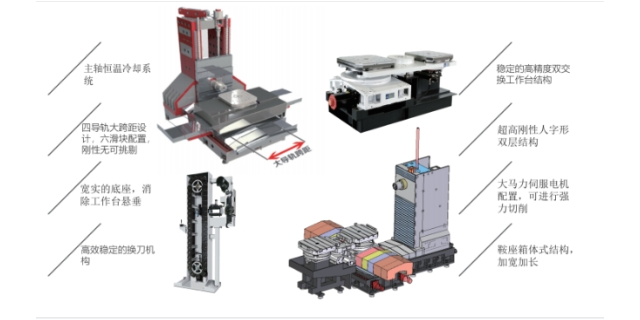
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。山西精密卧式加工中心卧式加工中心的主要组成部分包括床身、工作台、主轴箱、刀库、数控系统等。

卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。
卧式加工中心的加工操作——按下“启动”按钮,启动主轴旋转。按下“快速移动”按钮,使刀具快速接近工件。按下“进给”按钮,使刀具按照加工程序的要求进行切削。在加工过程中,注意观察刀具的切削状态,如有异常应立即停止加工。加工完成后,按下“停止”按钮,停止主轴旋转。卧式加工中心的关机操作——按下“停止”按钮,停止主轴旋转。按下“快速移动”按钮,使刀具离开工件。关闭数控系统电源。关闭机床电源。卧式加工中心关机后的处理工作——清理机床上的切屑和油污。检查刀具的磨损情况,如有需要应及时更换。检查工件的加工质量,如有不合格应进行分析和处理。对机床进行定期保养和维护,确保机床的正常运行。卧式加工中心可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。
镗削是卧式加工中心用于加工圆柱形内孔的一种切削方式。镗削可以分为粗镗、半精镗和精镗等。粗镗:粗镗是指在工件上加工出初步的内孔的过程。粗镗的优点是加工速度快,适用于大量生产的场合。但是,粗镗时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。半精镗:半精镗是指在粗镗的基础上进行进一步加工,以提高内孔的精度和表面质量的过程。半精镗的优点是可以提高内孔的精度和表面质量。但是,半精镗时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。精镗:精镗是指在半精镗的基础上进行进一步加工,以提高内孔的精度和表面质量的过程。精镗的优点是可以提高内孔的精度和表面质量。但是,精镗时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。卧式加工中心在加工过程中,可以实现自动换刀、自动测量、自动补偿等功能,提高了加工效率和加工精度。沈阳高效率卧式加工中心
卧式加工中心在加工过程中,可以实现低能耗、低噪音、低排放的绿色生产。兰州零件卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。兰州零件卧式加工中心
上一篇: 兰州正T式双交换卧式加工中心
下一篇: 兰州双工位卧式加工中心